 简体中文
简体中文 English
English

产品中心


电话:+86-576-84287688
传真: +86-576-84202858
E-mail:sales@sunnyluckymould.com
薄壁模具 0.5mm

Detail
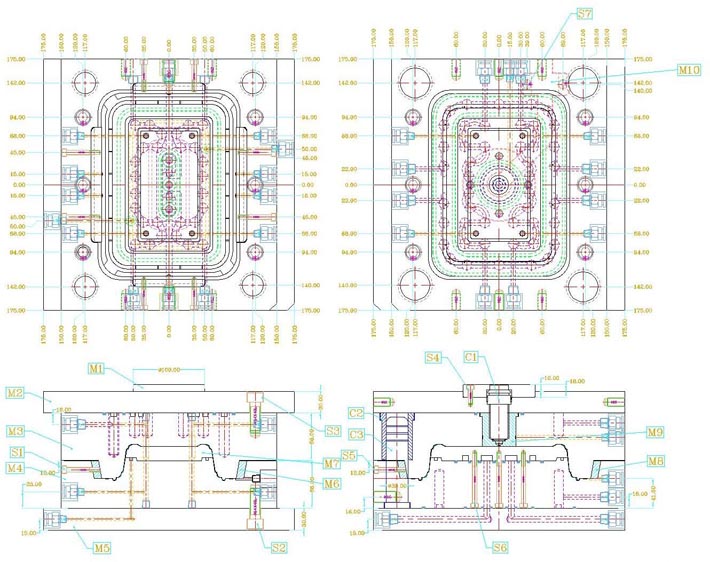
一、模具用料:
1、模胚料采用2316、638,防止模具和运水孔生锈;
2、前后模用采用热处理钢材2344、S136、DC53、GS767等料,并处理至HRC48-52,以延长模具寿命及防锈;(2344HRC50-52、S136HRC48-52、DC53HRC48-52、GS767HRC50-52)
3、前后模一些镶件,如热即嘴镶件采用S136或083并热处理,前模杯底镶件采用S136、083、2344等并热处理,后模杯低顶部镶件因靠近热即嘴处温度较高,散热不理想,通常采用铍铜。
4、因为前后模都是采用独立钶存在,模胚上的导套必须加支座,采用2510并淬火至HRC48—52。
二、模具设计
1、设计模具开模时前模要先弹出0.05—0.1mm,便于吹气,避免产品粘前模;
2、镶件与镶件,镶件与钶的配合面都要磨排气槽,深度规定为0.015mm;
3、整套模的运水要做合理、充足,以尽量多为原则,每个镶件也都要做足运水;
4、根据产品结构、原料的特性、啤数的多少,选用合理的模具材料。在选材料大小上要以承受得起压力不变形的情况下越小越好,能避空的地方要避空,减轻模具重量。也就是整套模尽可能做轻一点。
5、钶芯藏于后模位要大于产品的二分之一,分型面要做排气镶件;
6、前模型腔原身出,前后模形状为圆形,排位以圆周均布,以利于模具加温及减小变形;
三、加工工艺:
1、所有要热处理的钶及零部件都要进行粗加工,加工余量一般单边留0.25—0.5mm之间;
2、经过热处理回来的工件连图纸一起交给磨床,工件外形及直角由磨床磨到数。至于胶位面加工不困难处以预留0.15mm省磨;
3、工件由磨床精加工后,首先要自检,然后交给工模QC检测,OK后才可以送到CNC车床加工。前模型腔先CNC开粗。CNC车加工除了工件较表准确外,中途要检测胶位面是否车光滑,如不光滑单边要留0.05mm余量,用于精车铜公打火花。EDM成形,后抛光,要求达到一级抛光。胶位面须留0.015—0.025mm省模。藏钶位与后模要配紧,保证导热性良好
4、工件精加工后,首先要自我检测和QC检测,没问题后方可送入省模。省模人员省模前一定要清楚碰穿位、利角位和夹角位,夹口位一定要合在一起方可省模。钶芯用CNC车床精车成形,省平滑抛光。模省好后,QC检测OK后方可组装模具。
相关产品More >>



